压缩机十字头故障分析与处理

论文导读::本文主要分析炼油厂馏份油加氢裂化装置新氢压缩机C-1002的故障原因。由于十字头滑履瓦面与十字头水平中心以及活塞杆的中心偏离,造成十字头运行时与滑道间产生磨损,针对这一问题,提出切实可行的处理方案并实施,保证了该机组的正常运转。
论文关键词:往复式压缩机,十字头,磨损,处理
1、前言
馏分油加氢裂化装置是独山子石化厂重要的装置之一,它生产的过程是把重质油经过加氢裂化反应,生产出汽油、柴油、轻质油品、润滑油、航空煤油等产品,同时也为下游装置提供生产原料。加氢裂化4M50型新氢往复式压缩机是装置中重要的设备之一,主要为深加工生产提供反应氢气。
2、十字头故障描述
机组氮气(Ni)100%负荷试车开始后,数次检查,显示压缩机进、出口压力和温度、流量,电机电流、定子温度、压缩机主轴承温度、填料温度,润滑油油温和油压,冷却水的水压和水温,噪声和振动等数据正常。但在试车12小时后,第二列十字头滑道里有浓重的烟气产生,用红外测温仪检测局部温度达130℃左右,远高于48℃允许运行温度。在确认其他各列十字头运行正常后往复式压缩机,决定紧急停机,安排拆卸第二列十字头。
十字头拆卸后,检查发现十字头下瓦面的巴氏合金表面有磨损痕迹,伤点集中在一侧,连杆小头瓦瓦面与十字头销钉孔端面状况良好,无伤痕,活塞杆拆出检查,亦无明显伤痕。
3、故障检查分析
出现故障的原因在十字头部位,可能由下列因素造成:
(1)、十字头巴氏合金表面与滑道接触不良,造成十字头局部受力,摩擦严重而受损。
(2)、有杂物或水介质进入润滑油,造成润滑不良。
(3)、十字头与滑道间隙超标,造成振动过大,十字头磨损。
(4)、活塞杆与十字头联接处存在应力,十字头运行时造成接触面不良。
3.1检查瓦面与滑道接触面
瓦面有轻微划痕,打磨处理了划痕部位,使其与滑道配合,用着色法检查其接触面符合70%的安装要求,排除瓦面与滑道接触不良的因素。
3.2检查润滑油
检查过滤网,发现油质干净,无杂质,观察十字头瓦面,没有颗粒镶嵌的现象;对可能进水的油路换热器重新试压,未发现有泄漏现象,排除润滑油的影响因素。
3.3检查十字头与滑道间隙
十字头与滑道的允许间隙值为:D×0.5/1000士0.130.15(D为十字头体加工面直径)。本机故障十字头体加工面的直径为540mm,故其与滑道的允许间隙值为0.14 ~ 0.420核心期刊目录。
把十字头装入滑道实测其与滑道的间隙值,测量滑道九个点,分布见图1

图1:十字头与滑道间隙测点分布图
九个点的实侧闻隙值见表1。从表中看出,实测值均符合允许闻隙值要求往复式压缩机,排除十字头与滑道间隙值超标的因素。
表1:十字头与滑道间隙值 单位:mm
测点序号允许间隙值实测间隙值
A0.14-0.420.253
B0.252
C0.250
D0.250
E0.251
F0.254
G0.253
H0.250
I0.251
3.4检查十字头与活塞杆的连接
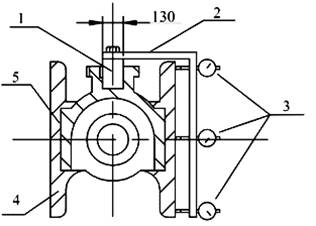
观察十字头体与活塞杆,见图2。在两者连接处,有一φ130的圆柱形凹洞,上部开有键槽,其作用:(1)活塞杆伸入,利用圆形垫铁调整活塞两端间隙;(2)键槽配合键使活塞和活塞杆不发生圆周运动。显然,φ130圆柱形凹洞与十字头的水平中心及活塞杆的中心重合,可以用此圆柱形凹洞作为检查十字头与滑道接触面巴氏合金面的中心体。

1、调整垫片;2、滑履;3、滑道;4、连接器;5、活塞杆
图2 十字头与活塞杆连接简图
如图3所示,委托制造厂加工一直径为φ130的圆柱体做“假轴”,与圆柱形凹洞配合,加工一个找正支架作为百分表的表杆。十字头竖放,装好假轴和表杆,表杆上安装3块百分表分别打在十字头瓦3个部位,每块表均匀测量巴氏合金瓦的3个点,通过调整滑履与十字头间的调整垫铁,可以保证十字头销钉中心(即十字头的水平中心)到两个合金瓦面的距离相等。每个瓦面按图1形式选9个点。转动假轴,测量十字头瓦面跳动值,发现A, D, G三点跳动值比其余六点大0.13~0.16 mm,A, D, G三点位置基本上就是十字头摩擦受损的位置,且受损面一十字头下接触面跳动值与上接触面误差在0.15 mm左右,由此判断,事故原因是十字头滑履瓦面与十字头水平中心以及活塞杆的中心偏离,造成十字头运行时与滑道间产生应力磨擦而生热。
1、假轴;2、找正支架;3、百分表;4、滑履;5、调整垫片
图3 自制十字头检测工具简图
4、故障处理
综上所述,造成十字头故障的原因是滑履瓦面与十字头及活塞杆的中心偏差,因十字头与滑道上间隙合格,所测误差不大,且经检查确认十字头的受伤瓦面没有裂纹、剥离、起鼓现象,判断此瓦面及滑道经细致的研磨刮削处理后可继续使用。利用图3所示假轴,处理下滑道面A、D、G点往复式压缩机,以及滑履瓦面B, E, H, C, F, I等处,用着色法检查保证滑履瓦面与滑道接触面积70%以上,按图3所示方法检查,九点偏差调整至0.05..之内。因刮削量较大,十字头装入滑道后,测量其与滑道的上间隙达到了0.50 mm,超过允许间隙0.14~ 0.42 mm的范围,在十字头的上、下滑履调整垫铁两处各增加0.10 mm厚的垫铁,使滑履瓦面与滑道上间隙在0.30 mm左右,十字头处理、安装合格。
5、结论
通过处理,再次试车,故障消失,滑道温度稳定在48℃左右,震动值也比上次试车减小,机组顺利通过了72 h氮气(N2)100%负荷试车。证明本处理方法正确、有效,保证了十字头瓦面与滑道以及活塞杆中心线的同轴度、平行度,保证了十字头运行时无应力影响,确保了机组正常运行。本方法也可应用于机组检修时类似的故障处理。
参考文献
[1]沈阳气体压缩机股份有限公司.4M型新氢压缩机使用说明书
[1]朱有庭,曲文海.化工设备设计手册.北京:化工工业出版社,2004
《压缩机十字头故障分析与处理》