摘要:摘 要:研究现代机械行业中普遍应用的锥齿轮零件数控多轴加工工艺方法,探讨在教育教学中如何培养大学生的创新设计和创新制造能力,阐述了大学生创新能力训练在课程教学改革中
摘 要:研究现代机械行业中普遍应用的锥齿轮零件数控多轴加工工艺方法,探讨在教育教学中如何培养大学生的创新设计和创新制造能力,阐述了大学生创新能力训练在课程教学改革中的具体措施。实践证明,新技术、新工艺方法在智能制造中的创新运用是培养学生综合职业能力和创新能力的关键。
关键词:创新设计 创新制造 能力培养
如何培养大学生创新设计能力和创新制造能力已成为数控技术专业教学改革的重点,不断提高和培养学生的创新能力是符合提高我国智能制造技术水平的要求。不断优化教学方法, 将基于传授的灌输式教学法转化为基于学习的创造性教学,这不仅改进了教学方法, 而且改善了学生的学习方法,实践证明:学生的创新能力和学习能力大大提高, 学生逐渐养成主动学习、积极探索的好习惯,观察问题和解决工程实际问题的能力不断提高。
锥齿轮传动是机械行业中广泛应用的传动方式,它可以完成齿轮传动的换向等,广泛应用与汽车减速箱等各个行业中,虽然目前齿轮加工普遍采用滚齿等加工方式,但是在某些特定的的条件下,比如单个齿轮,或者特殊形状的齿轮等,采用滚齿的方式无疑会增加成本,而此时,五轴加工就能为之带来可观效益,根据零件的特征和毛坯形状,分析铝合金铣削加工性能,设计了锥齿轮的加工工艺,设计了锥齿轮加工所用夹具的定位与夹紧方案并对夹具组件进行了设计和加工,用UG软件平台规划了锥齿轮数控多轴加工策略,同时合理控制进退刀路线,生成了锥齿轮铣削加工的无干涉刀具轨迹,选用合理的切削参数,通过POSTBUILDER做后置处理,并将生成的数控加工程序在Vericut中进行仿真加工以验证后置处理程序的正确性,最后选用 VMC-0656e 五周数控加工中心机床进行零件加工,验证了锥齿轮加工工艺方案的可行性及加工程序的正确性。
探索了如何培养大学生创新设计能力和创新制造能力的方法,并通过数字化五轴机床智能制造的工程实践培养学生的创新能力。
1 零件的创新制造工艺
1.1 零件的技术要求分析
作为动力机械的关键部件,齿轮广泛应用于汽车等领域,其生产技术一直是制造业中的一个重要课题。齿轮的加工难点主要表现在:(1)齿轮的形状复杂,样式种类繁多。(2)齿底的空间较小,而且在径向上设有半径的减小通道越来越窄,因此加工齿轮时除了刀具与被加工齿廓之间发生干涉外,刀具也极容易发生断裂。(3)刀位规划时的约束条件多,自动生成无干涉刀位轨迹较困难。大多数生产齿轮的厂家多采用成型刀具进行铣削加工,本项目选用 UG NX8.0软件对锥齿轮做加工仿真研究,使用用NX8.0的多轴加工模块,采用市场上普遍使用的铣刀对不同的加工表面采用不同的加工策略,产生加工刀路轨迹,再利用相关仿真软件对后置处理的程序进行仿真验证加工,然后将经过验证的程序导入机床进行零件加工,最终完成锥齿轮的多轴加工。
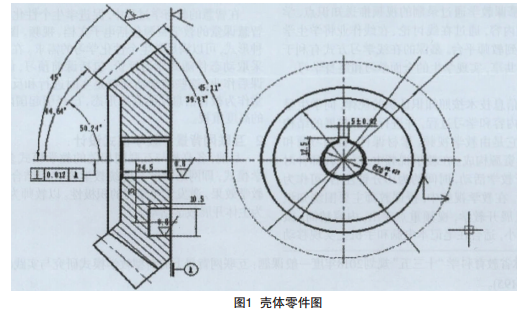
如图1所示,该零件的中心孔有尺寸精度要求,其精度为 039.0 200 + φ ,同时还有垂直度要求,表面粗糙度为Ra0.8。零件尺寸标注完整,轮廓描述清楚。零件材料为铝合金。
1.2 工艺路线的设计
齿轮的加工可取下述工艺路线进行:待加工零件→外轮廓→端面及中心孔的车削加工→铣工艺定位孔→齿轮粗加工→齿廓及齿面的半精加工→齿廓面精加工→齿面精加工→清根加工→检验→上油入库。
2 数控加工工序设计
零件工序安排在数控车床、数控铣床、五轴加工中心上进行生产加工。在数控车床上完成中心孔及齿轮轮廓面的粗、精加工;在数控铣床上完成工艺定位孔的加工;在五轴加工中心上进行齿轮齿底面和齿廓面的粗、半精、精加工,最后进行清根处理。图2 夹具装配图图3 仿真结果图4 零件加工图
2.1 机床选择
采用工序集中的加工原则,粗、精铣齿廓的齿根面和齿廓曲面选用VMC0656e五轴数控加工中心。VMC-0656e 五轴联动加工中心为双回转工作台结构,它带有一个绕 Z轴旋转的C轴和绕X轴摆动的A轴。其配置了8000r/min 主轴,飞阳C0数控系统。X轴行程:-400~400mm,Y轴行程:-320~330mm,Z轴行程:105~605mm,A轴摆动角度:- 105°~120°。
2.2 刀具选择
只要保证零件不过切,无论是曲面粗加工还是精加工,都应优先选择立铣刀。刀具的耐用度和精度与刀具的价格关系较大,通常选择好的加工刀具虽然增加了刀具成本,但由此带来的加工质量和加工效率的提高,可使整个加工成本大大地降低。因此在做VMC-0656e五轴加工中心的加工工序中,选用Φ6立铣刀对锥齿轮进行粗加工,选用Φ3mm带3度锥度的铣刀对齿轮进行半精加工和精加工,刀具型号均为GB/T 1127-1997。
3 夹具设计
夹具装配图如图2所示,零件以底面和中心孔作为定位基准,零件在轴套4和芯轴8上定位,拧动螺母6至夹紧工件,用过渡盘1,通过T型块和螺栓等连接夹具在机床导轨上,同时芯轴8定位整套夹具在机床导轨的中心位置。为了保证工件的六自由度被完全限制,本夹具还利用菱形销10 限制工件Z轴的旋转,同时通过键2保证机床与夹具体的可靠连接,通过快换垫圈7保证工件加工的加紧力同时保证加工完成后工件换取的简单快速性。
4 零件加工仿真
采用UG NX软件对锥齿轮进行刀具轨迹规划,合理选择加工刀具和机床,并针对齿轮的齿底面和齿廓面进退刀进行了控制,根据齿轮零件的结构特征和技术要求,区域之间快速移动时以球的方式控制刀轴运动,使刀轨更清晰流畅,不仅提高加工效率,而且大大增加了制造过程中的安全性能。对后置处理生成的数控加工程序在Vericut软件中进行仿真加工验证,确保生成的锥齿轮零件数控加工程序的正确性。使用VMC-0656e五轴联动数控加工中心加工齿轮零件,加工过程平稳,经过检测:加工表面光洁度高,加工形状尺寸精度和位置尺寸精度达到设计图纸的要求。
仿真结束后,在零件视图中可以得到较为精细的模型显示,检查是否有过切和欠切,结果如图3所示。确认程序没有问题之后,可以到机床上进行首件试切。
5 零件的加工
最后通过VMC-0656e五轴联动加工中心实现齿轮零件的加工,加工过程平稳,加工表面光洁度高,加工尺寸精度达到了预期的目标。通过类似的曲面零件数控多轴加工的创新制造能力的训练,学生创新能力得到较大的提高(见图4)。
6 结语
在数控多轴加工职业技术能力方面的学生创新运用新技术、新工艺及新方法,掌握数控多轴加工工艺与多轴加工策略的综合运用,特别是数字化创新设计与智能制造能力等综合职业素养得到较好地提升。
参考文献 [1] 王凌云,黄红辉.产业转型下的数控技术专业改革[J].新课程研究,2013(8):35-37.
[2] 高平,王科社.五轴数控加工技术的现状[A].中国环境科学学会2006年学术年会优秀论文集(下卷)[C].2006.
[3] 宋放之.数控机床多轴加工技术实用教程[M].北京:清华大学出版社,2010.
《大学生创新设计与创新制造能力培养》来源:《科技资讯》2018年9期,作者:王凌云; 黄红辉; 李厚佳; 周立波。