您值得信赖和牢记的学术顾问
让优秀的学术成果走出去,把先进的科学技术引进来!
免费资料或学术指导
梯形螺纹的车削浅析

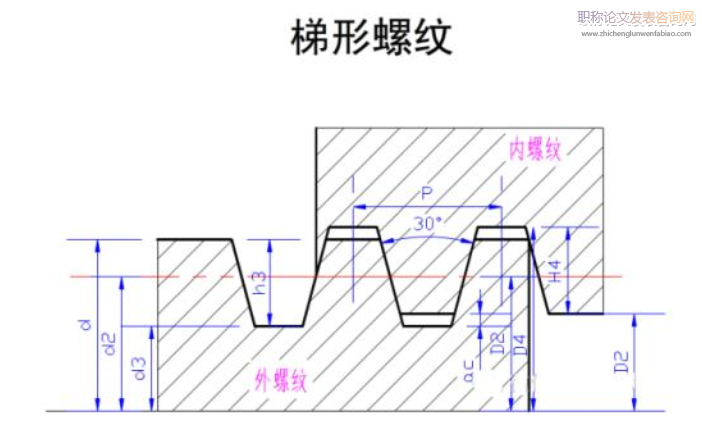
摘要:梯形螺纹牙型为等腰梯形,牙型角为30度,内外螺纹以锥面贴紧不易松动,工艺较好,牙根强度高,对中性好,主要用于传动螺纹。在生产实践中梯形螺纹的车削是相当复杂的,车削过程中不可仅仅应用一种方法去车削,而应融会贯通,因此学生只有掌握和熟练了各种车削方法,才能在车削过程中灵活运用,高效率、高精度、高品质地完成梯形螺纹车削。
关键词:“直进法”;“左右进刀切削法”;三针测量
梯形螺纹的工件不仅广泛的被用在各种机床上,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大。这就导致了梯形螺纹的车削加工难度较大,学生在车工技能培训中难于掌握,容易产生扎刀现象,进而使学生对此产生紧张和畏惧的心理,很多操作者都是因为无法快速的去除粗加工余量和将精加工余量留得过多或过少,导致加工速度太慢或将工件报废。在多年的车工实习教学中,通过不断的摸索、总结、完善,对于梯形螺纹的车削也有了一定的认知,,在此谈谈车削梯形螺纹时的几点心得体会。
我们在车削梯形螺纹时,常用的是“直进法”“斜进法”和“左右进刀切削法”,“直进法”一般适用于螺距小于4mm或精度要求不高的工件,“斜进法”和“左右进刀切削法”一般适用于螺距大于4mm或精度要求高的梯形螺纹。
学生练习时,先练习车P=2.5的三角螺纹,采用的是直进法车削,最后练习车P=6的梯形螺纹,采用的是左右车削法,方便学生进行比较。现以车Tr42×6-7h螺纹来介绍我是如何指导学生用左右车削法车削梯形螺纹的。
1.将螺纹大径(略小0.15左右)和两端倒角(2X15°)车好,然后将梯形螺纹粗车刀对到工件外圆上,将中滑板调至零位,同时小滑板朝前进方向消除间隙后对零。此举目的是方便学生记住刻度,不易出错。
2.以直进法车螺纹。由于粗车刀刃磨得锋利又耐用,可加大切削深度。如Tr42×6的螺纹,螺纹牙型高度h3=0.5P+ac,Ac为间隙量取0.5mm,牙高h3=0.5P+ac=0.5x6+0.5=3.5mm;直径方向为7mm,可第一刀进1.5mm,第二刀1mm,第三刀0.5mm,共计3mm(此时因刀具三刃受力,难以继续采用大切削深度的直进法车削,如继续切削则会产生卡刀现象,开始使用左右借刀法)。如图所示:
3.用游标卡尺测量此时牙顶宽,将测量牙顶宽减去理论牙顶宽(W=2.196≈2.2),再减去所留两侧精车余量(0.2~0.4左右,精车余量以两侧面表面粗糙情况而定,表面光洁时取0.2mm,表面粗糙时取0.4mm),这就是借刀的余量,将这个余量除以2,就是每侧借刀的量。例如:我现测得牙顶宽为4.4mm,则我应向左边借刀的量是[(4.4-2.2)-0.3]/2=0.95mm。当我仍以进刀深度为3mm,向左借刀量为0.95mm车时,梯形螺纹刀只有左侧刃在切削,这个时候只有2条切削刃在受力,切削力不会太大。车完左边借刀的一刀,将小滑板先退后进(消除空行程)对应地在零线右边借刀0.95mm车一刀(也可分两至三刀将借刀量0.95车完),如下图a。车完后将小滑板再次对零。此时刀具就落在车宽了的槽中间,如下图b。
图a
图b
4.再以直进法车螺纹,由于刀头宽度1.5<W(W=1.93),故可再如前2步分三次进刀将螺纹再车深3mm,如下图C,然后又先向左借刀。此时应目测确定借刀量,并通过在螺纹头部试切,看切屑宽度(如车到前一次的侧面,则切屑会变宽),最后确定借刀量,将左侧车好后,以相同借刀量再车右侧面,车到前一次的侧面,左右两边车完后,再次将小滑板对零,如下图d。
图c图d
5.最后又以直进法车螺纹。第一刀进刀深度为0.5mm,第二刀0.3mm,第三刀0.2mm,第四刀0.1mm。经过2、3、4、5步的车削螺纹共车深7mm,然后如4步将左侧面借刀至整个侧面车起,同样再将右侧面减刀车起,至此粗车完成。
6.换上螺纹精车刀,将它在螺纹大径上对刀,并将中滑板刻度盘对零。由于精车刀刀头宽度仍小于牙槽底宽,故精车刀可落到槽底,目测使精车刀处于槽中间,看此时刻度盘值,然后以每次进刀0.1~0.2mm,将总进刀深度车至7~7.4mm(因应车深度为牙高3.5mm,大径小径偏差0~0.419mm,二者之和7+(0~0.419)=(7-7.4)mm),而粗车时已车切削深度7.0mm,,故实际只需进刀0.1~0.2mm。当牙底车起车平后,又向左侧赶刀,每次0.1~0.05mm,至将左侧面全部车起、车平,然后以低速进0.02mm或走空刀(中、小滑板均不进刀),将左侧车至光洁度达到要求,再将螺纹刀直接退至右边车右侧面,每车一刀就用游标卡尺量一量牙顶宽,当牙顶宽接近2.2mm时,再用三针测量其M值。当M值合格时,螺纹中径即合格。
7.至此梯形螺纹加工完毕。在整个加工过程中,粗加工大约用16~24刀,约需时间15分钟左右,精加工8~12刀左右。同样约需15分钟(包含测量的时间),而且由于每次车削参加切削的刃不太长,所受的切削力不太大,故切削过程平稳,不会出现扎刀的现象,更不会打刀。从而保证车梯形螺纹的快速和稳定。
总之,在实践教学中,“左右切削法”这种易懂、易掌握的车削梯形螺纹方法,得到了充分地肯定和好评。教师能够较形象、较直观地把车削方法讲解和传授给学生,学生普遍也能够较快、较容易地理解和掌握这种车削方法,大大降低了梯形螺纹车削这一课题的教学难度和强度。但在生产实践中梯形螺纹的车削是相当复杂的,车削过程中不可仅仅应用一种方法去车削,而应融会贯通,因此学生只有掌握和熟练了各种车削方法,才能在车削过程中灵活运用,高效率、高精度、高品质地完成梯形螺纹车削。
作者袁成照
声明:①文献来自知网、维普、万方等检索数据库,说明本文献已经发表见刊,在此恭喜作者.②如果您是作者且不想本平台展示文献信息,可联系在线人员予以删除.
《梯形螺纹的车削浅析》是职称论文范文不可直接复制使用,需要职称论文的可和在线编辑沟通。扫码加助教免费领资料

资料类型:1、SCI写作指南和投稿秘籍
2、如何有效阅读文献
3、SCI审稿意见回复指南
4、SCI期刊目录(按学科)
5、SSCI期刊目录(按学科)
6、EI期刊目录(按学科)
7、不提供文献下载服务
- 职称论文刊发主体资格的
- 政法论文浅析工会法主体
- 化学在初中教学中的情感
- 中学教育论文思想政治方
- 法治论文投稿法治型市场
- 杂志社论文发表浅析推动
- 新疆教育报投稿浅析学生
- 分男女招生录取的合宪性
最新优质论文
- 安徽体育科技发表论文要
- 论文转投是什么意思
- 舞蹈的地域特征论文发表
- 经济全球化退与进论文发
- 医学论文投英文期刊怎么
- 论文发ei需要润色吗
- 水文水资源观测论文发表
- 科学管理研究是评职称认
论文发表问题热点
- 工程造价师职称资格报考
- 申报高级政工师发论文要
- 二级项目管理师评职资格
- 什么样的职称论文才能通
- 哪里有2018中文核心期刊目
- 两会声音:解决基层医技
- SCI论文投稿状态有哪些各
- 护理职称论文准备选题技